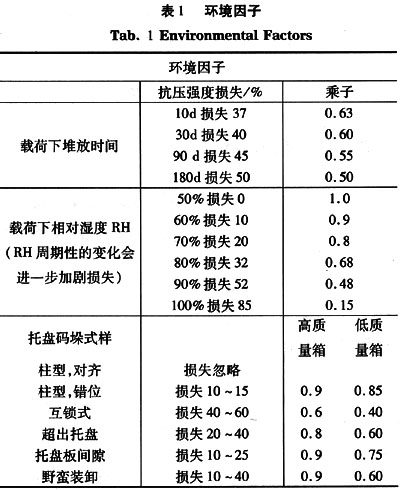
These environmental factors and their multipliers are shown in Table 1.
5 Determination of Compressive Strength Demand Example
If the compressive strength and the circulation environment are known, the effective stacking strength of any RSC box can be well estimated. Similarly, if the circulation environment, container size, and shape are known, the compressive strength demand value can also be calculated. The latter is useful because once the compressive strength demand value has been determined, the ECT demand value is determined (therefore the cardboard composition can be selected).
The so-called carton compressive strength demand value refers to the dynamic pressure characteristic required for the safety stacking characteristic with the smallest inner container in the expected cycle period (a certain time and environment/circulation conditions). A known:
1) The box is always in the container from the bottom to the top, 180d stacking time, 80% relative humidity, interlocking palletizing;
2) Case size (outer size): 0.5m × 0.25m × 0.30m;
3) Container height: 3.05m, stacking height 3m;
4) Gross weight of the box: 12kg.
Solution: 1) Determine the number of boxes above the bottom box: Pallet Height / Box Thickness - 1=3/0.3-1=8;
2) Determine the load on the bottom box: box number × box weight = 8 × 12 = 96 (kg);
3) Determine the environmental factor: 0.5 (180d) × 0.68 (80% RH) × 0.5 (interlocking palletizing) = 0.17;
4) Determine the environmental multiplier: 1/0.17 = 5.88
5) Determine the required compressive strength: Load × Environmental multiplier = 96kg × 5.88 = 564kg.
6 Conclusion
The analysis of the stacking strength in corrugated carton erection based on the McKee formula is a major function of the TOPS Pro package design software. The required compressive capacity of the corrugated box in the TOPS Pro stacking strength analysis results translates into the board edge pressure test value (ECT) and its requirements for the construction of the board during its manufacture.
The McKee formula is only applicable to 0201 box type (RSC) and the ratio of circumference to height does not exceed 7:1. However, TOPS Pro software can also handle stacking strength calculations for new, non-RSC boxes.
Through the practice of stacking strength analysis with TOPS Pro, it has been found that increasing the compressive strength of corrugated boxes can balance the load, increase the number of container corners, change the direction of the corrugation, and use high-quality face and paper, and pallets. The use of micro-carton boxes, multi-layer corrugated cardboard boxes, the use of partitions in the package, the use of composite cardboard boxes, box surface treatment and other aspects.
(Anhui Packaging Network)
5 Determination of Compressive Strength Demand Example
If the compressive strength and the circulation environment are known, the effective stacking strength of any RSC box can be well estimated. Similarly, if the circulation environment, container size, and shape are known, the compressive strength demand value can also be calculated. The latter is useful because once the compressive strength demand value has been determined, the ECT demand value is determined (therefore the cardboard composition can be selected).
The so-called carton compressive strength demand value refers to the dynamic pressure characteristic required for the safety stacking characteristic with the smallest inner container in the expected cycle period (a certain time and environment/circulation conditions). A known:
1) The box is always in the container from the bottom to the top, 180d stacking time, 80% relative humidity, interlocking palletizing;
2) Case size (outer size): 0.5m × 0.25m × 0.30m;
3) Container height: 3.05m, stacking height 3m;
4) Gross weight of the box: 12kg.
Solution: 1) Determine the number of boxes above the bottom box: Pallet Height / Box Thickness - 1=3/0.3-1=8;
2) Determine the load on the bottom box: box number × box weight = 8 × 12 = 96 (kg);
3) Determine the environmental factor: 0.5 (180d) × 0.68 (80% RH) × 0.5 (interlocking palletizing) = 0.17;
4) Determine the environmental multiplier: 1/0.17 = 5.88
5) Determine the required compressive strength: Load × Environmental multiplier = 96kg × 5.88 = 564kg.
6 Conclusion
The analysis of the stacking strength in corrugated carton erection based on the McKee formula is a major function of the TOPS Pro package design software. The required compressive capacity of the corrugated box in the TOPS Pro stacking strength analysis results translates into the board edge pressure test value (ECT) and its requirements for the construction of the board during its manufacture.
The McKee formula is only applicable to 0201 box type (RSC) and the ratio of circumference to height does not exceed 7:1. However, TOPS Pro software can also handle stacking strength calculations for new, non-RSC boxes.
Through the practice of stacking strength analysis with TOPS Pro, it has been found that increasing the compressive strength of corrugated boxes can balance the load, increase the number of container corners, change the direction of the corrugation, and use high-quality face and paper, and pallets. The use of micro-carton boxes, multi-layer corrugated cardboard boxes, the use of partitions in the package, the use of composite cardboard boxes, box surface treatment and other aspects.
(Anhui Packaging Network)
Kids Painting ,Canvas Painting Kit ,Watercolor Set,Watercolor Paint Set
Ningbo Shinegifts Import&Export Co., Ltd. , https://www.shinegifts.com