Analysis of the main influencing factors of the quality of double-sealing
Text / Jie Yuling
introduction
As one of the main mechanical equipments in the production process of canned products such as beverages and foods, the sealing machine has developed rapidly in China in recent years. In the actual production process, the quality of the double-sealing of the sealing machine plays an important role in ensuring the quality of the canned products. Especially for a large number of small and medium-sized beverages, food and empty can manufacturers, due to the lack of technical capabilities and production experience, the quality of the double-sealing seal is problematic, resulting in a large number of waste products.
This paper begins with an analysis of the main factors affecting the quality of the seal, highlighting the main reasons for the decline in seal quality, so as to solve the specific problems in the double-sealing process in a targeted manner, and to share with the majority of the industry.
1 Double sealing and quality control
1.1 Double winding structure and working principle
In order to facilitate the analysis of the main factors affecting the quality of the seal and its causes, the double-sealing structure and working principle are briefly explained.
1.1.1 Double sealing structure
The double-sealing structure of the sealing machine is mainly composed of an indenter, a can tray, a head roller and two rollers. There is a compression spring under the tray to adjust the sealing pressure. The head roller and the axle support hole of the two rollers are fixed with a buffer spring.
1.1.2 Working principle of double coil sealing
Two head rollers and two rollers having different groove shapes are repeatedly slid relative to the joint edges of the can body and the bottom cover in order, so that the edges of the two are closely matched to each other due to bending deformation. There is an elastic filler in the bottom cover hook which is squeezed to fill all the gaps between the can and the bottom cover to form a good seal. The process of winding between the can body and the bottom cover is a double winding process.
1.2 Double winding quality control
The good sealing performance between the tank and the bottom cover is ensured, mainly by controlling the quality of the following four aspects of the double-sealing.
1.2.1 Stacking rate (OL%)
(1) Stacking length and overlap ratio. The overlap length refers to the length of the overlap between the inner body hook and the cover hook of the wrap, and is represented by OL. The overlap ratio indicates the extent to which the inner body hook and the cover hook of the package are overlapped, expressed by OL% (see Fig. 1).
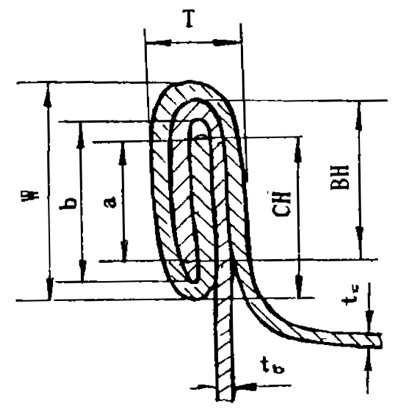
Figure 1 Stacking length and overlap ratio
In the figure, the overlap length (OL) = a, the overlap ratio (OL%) = (a / b) × l00%. In addition, the overlap length and the overlap ratio can be calculated by:
OL=BH+CH+1.1tc-W
OL%=(BH+CH+1.1tc-W)/[W-(2.6tc+1.1tb)]×100%
Where: BH - body hook length (mm)
CH——cover hook length (mm)
Tc——iron thickness of bottom cover (mm)
Tb——iron thickness of the can body (mm)
W——Crimping width (mm)
T——winding thickness (mm)
(2) Standard requirements. The overlap length of the normal seal is OL>1.0 mm, and the overlap ratio OL%≥50%.
1.2.2 Tightness (TR%)
The quality of the tightness should be comprehensively tested for the following three indicators for comprehensive assessment: wrinkle (WR%), thickness void (G), and indentation (PR).
(1) Wrinkle degree (WR%). The degree of wrinkle refers to the degree of unevenness of the unevenness of the inner side of the cover hook after the curling is disassembled. Wrinkles do not include traces left after the wrinkles are rolled and flattened during the sealing process. The tightness and the degree of wrinkle correspond to each other, that is, the tightness = 100% - the degree of wrinkles (see Figure 2). The wrinkle degree of the normal seal is WR% < 50%, that is, the tightness TR% > 50%.
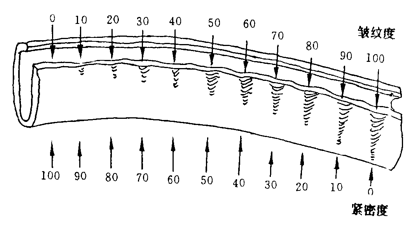
Figure 2 Wrinkle and tightness
(2) Thickness void (G). The thickness void refers to the sum of the gaps between the body hook and the cover hook in the crimping structure (see Figure 3). In the figure, G=g1+g2+g3+g4; normal sealing, G=g1+g2+g3+g4≤0.15~0.25mm.
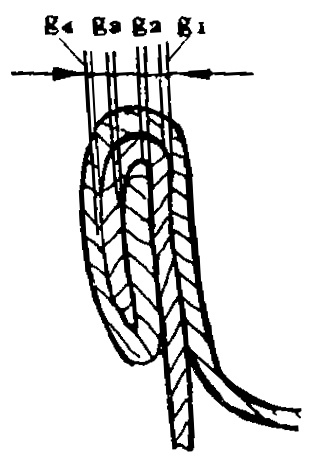
Figure 3 thickness gap
Indentation (PR). The indentation refers to the inner wall of the can body being tightly pressed by the roller and the indenter after the neck is dissected for the whole week. A significant indentation is formed at the crimping position. It is one of the auxiliary indicators that indicate the tightness of the double seal. This indicator is often overlooked in the actual production process, but it plays an important role in ensuring the quality of the seal.
When sealing, except that the wrinkle of the can lid is required to be within the specified range, and it is required to have a proper visible indentation visible inside the can body, otherwise it is not tight enough, that is, the two crimping rollers are not applied with appropriate pressure to form Dense sealing structure. The indentation should be evenly distributed around the can body, and it should also be noted that the upper, middle and lower pressures are consistent and uniform. When the two roller curves are not correct, the upper and lower ports are partially pressed, and the middle is not pressed. Therefore, by carefully observing the indentation, it is also possible to analyze whether the sealing head and the roller are properly fitted, and whether the sealing machine works normally.
1.2.3 seam cover hook integrity rate (JR%)
The completeness of the seam cover hook refers to the joint of the can body, and the formation of the vertical lip on the curling structure causes the effective width of the cover hook to be insufficient. After the crimping is disassembled, the effective cover hook of the inner lip of the cover hook is observed to occupy the entire cover. The proportion of the hook is expressed as JR% (see Figure 4). Normal sealing in the figure, JR%>50%.
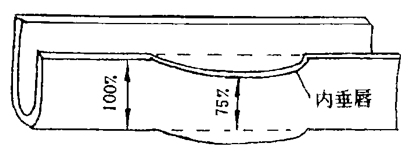
Figure 4 seam cover hook integrity rate
1.2.4 Sealability
The sealing of the canned product cannot be guaranteed due to defects in the double-wound structure or damage to the sealing structure due to impact, or leakage of the can wall due to corrosion. Poor sealing is the main cause of spoilage of canned products.
2 Main factors affecting seal quality
The above is the quality requirement that must be possessed by a normal seal. Therefore, the main cause of the decline in seal quality is also present in these aspects. Specifically:
2.1 Insufficient overlap rate (OL%)
Insufficient overlap ratio (OL%) is a major cause of seal defects. If the overlap ratio is too small (OL% < 50%), the seal will leak easily.
As already mentioned, OL%=(BH+CH+1.1tc-W)/[W-(2.6tc+1.ltb)]×100%, according to which analysis, resulting in insufficient OL%, the main reasons are as follows:
2.1.1 Body hook BH, cover hook CH is too small
For a certain wrap width W value, the decrease in BH value and CH value will directly cause a decrease in the OL% value. In the actual production process, the BH value and CH value should be strictly controlled within the specified range (BH=1.85±0.15mm, CH=1.85±0.15mm).
2.1.2 Curl width W is too wide
It is not difficult to calculate from the above formula that for every 0.10 mm increase in W, OL% decreases by 7% to 8%. Therefore, when adjusting the sealing and sealing machine, in order to increase the BH value and the CH value, it is sometimes necessary to increase the W value, but at the same time, attention should be paid to the different effects of the two on the OL% value. In general, the W value is between 2.80 ± 0.10 mm.
As for the cause of the hook BH, the cover hook CH, and the wrap width W are not suitable for many reasons, there are improper adjustments, there are defective parts, and the can body flanging defects. Due to space limitations, they are not listed here.
2.2 Tightness (TR%)
One of the most important factors contributing to seal leakage is the lack of tightness TR% (TR% < 50%). The main reasons for the lack of tightness TR% can be considered from the following aspects:
(l) The head roller is worn or has a poor curve, which causes the wrinkles to be large after the first track is curled.
(2) The feeding time of the sealing head roller is short, and the number of sealing holes in the head is too small.
(3) Two rounds are loose, or the groove is worn, too concave, and the pressure is not tight, resulting in excessive wrinkles (WR%>50%), or insufficient indentation.
(4) If the indenter is worn or the inclination of the indenter is too large, the two roller wheel grooves and the indenter are not matched, resulting in tightness and looseness of the bead.
(5) The can lid is not well rolled or the iron sheet is too thin, too hard or the can lid is too large, resulting in excessive wrinkles.
(6) The two-way crimping roller buffer spring is out of order or the can is slipped, and the jump seal defect occurs.
(7) The can body is not well turned, and if the flange is too large or too small, it will affect the curling of the head.
(8) OL% is too high, normal sealing requirements OL% ≥ 50%, but not the bigger the better, generally OL% control upper limit is about 75%, otherwise OL% is too large, not conducive to compression wrinkles.
2.3 seam cover hook integrity rate (JR%) is insufficient
The seam cover hook integrity rate (JR%) requires the sealing performance of the seal at the seam of the can body. The main reason for the lack of JR% is the following:
(1) The pressure on the tray is too large, or the glue is too thick to cause the drooping lip to be too large.
(2) The can body is too dislocated, or there is a hidden tooth at the seam.
(3) The two windings are too tight, or the seams are pinched with foreign objects.
2.4 poor sealing (leakage tank)
Control the sealing quality of the double-wound seal to ensure the sealing performance of the seal. Combined with the above analysis, the main causes of leaking tanks are as follows:
(l) The two rolls are loose, the thickness is large or the indentation is insufficient, and the crimping pressure is not tight.
(2) The two rollers are in poor shape or wear and do not match the inclination of the indenter.
(3) The head roll is too loose, the wrinkles are too large, and the two rolls are not flat.
(4) The body hook or cover hook is too small and the overlap length is insufficient.
(5) The head or the two rollers are in poor position relative to the indenter, causing defects such as quick opening and curling.
(6) The hook hook is not properly hooked to the body hook, and a false seal or a large collapse defect occurs.
(7) The relative position of the tray and the indenter is too large, or the spring under the tray is out of order, and a sliding seal appears.
(8) The bottom cover is poorly glued or the glue is too thin.
(9) The sealant is damaged during the sealing (eg, extrusion).
(10) The seal structure is damaged due to damage or the like due to collision.
3 Conclusion
It can be seen from the above analysis that there are many factors affecting the quality of the double seal. Both the empty can production enterprise and the empty canning manufacturer must strictly control the various indicators, and carry out specific analysis for different problems, and then comprehensively evaluate the sealing quality to ensure good sealing performance. Any loosening request or loss of care is difficult to ensure a good seal of the seal.
Diy Paper Box,Diy Paper Mache Box,Diy Small Paper Box,Diy Kraft Paper Box
Ningbo DSS Intelligent Technology Co., Ltd , https://www.dssking.com