We know that the three major elements of production are: mechanical equipment, base paper, and paste. Among these three items, the lowest cost ratio for paste is only three percentage points (3%), which seems insignificant. But if there is no paper, the cardboard will definitely not be made. It is important to paste, but any one of the above three elements is indispensable.
Now, let's look at the direct or indirect relationship between the three major elements and the paperboard paste properties and bonding chemistry procedures, and their possible impact on the production efficiency and product quality of corrugated board.
(I) Machinery and equipment
If adjustments are made to the mechanical equipment in the corrugated board production line, the following adjustments are taken as examples. They will directly affect the chemical process of bonding the corrugated board.
â– heating, roller surface temperature adjustment;
â– production speed;
â– Thermal energy transfer and steam pressure;
â– gap on the rubber roller;
â– Corrugated Duplex conveyor belt load pressure.
(b) Base paper
As far as paper is concerned, there are several reasons that affect the bonding of corrugated cardboard:
â– Paper permeability;
Absorption rate
â– humidity;
â– The storage environment of the base paper.
(c) paste
Let's explore another issue, namely the possible effects of pasting on paperboard adhesion. The following are the factors affecting the properties of the paste: the type of starch used;
â– paste viscosity;
â– paste paste temperature;
â– Powder to grain ratio (ratio of starch to moisture);
â– paste liquid and its pH (acidity);
â– The ratio of the carrier to the main liquid during deployment;
â– The addition of caustic soda and borax.
Under normal circumstances, because we do not understand the texture and properties of various raw materials, this increases the difficulty and complexity of monitoring individual quality management parameters.
The ever-increasing technology and endless innovations in mechanical design on the market have greatly increased the speed of corrugated board production lines. Among them, most of the production lines are of superior quality and perform well.
However, the situation in base paper is very different. Because of the large number of recycled papers used, different production areas and different markets are plagued with core papers and bovine cashmere papers of varying quality, which adds to the quality control of corrugated board production. We must pay attention to this.
Single recipe compromise
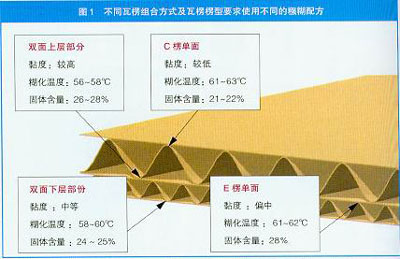
Usually, most corrugated cartons use only a single recipe of paste, which is unlikely to meet the individual needs, that is, the use of different formulations of paste to adapt to a variety of cardboard combinations or different corrugated type requirements for a specific paste formulation (see Figure 1), so the carton factory has to make compromises and accommodating the demand for many paste qualities and formulas.
The reasons for the compromise are very simple. First, the volume of its existing paste system is large; second, it takes a long time to deploy. The general batch concentration is 2500-4000m3. Between; deployment time is about more than one hour. If two formulations are used, then two vats are needed to store the amount of paste used for two hours. If more than two formulas are used, naturally more buckets will be needed. This is of course a lot of trouble. The buckets themselves take up places, so it is not practical in practice.
In addition, when the paste in the storage tank is in use, it is transported to the paste dispenser of each corrugated board production line and flows in its paste circulation system. In this process, the paste will be subjected to greater pressure and shear, the viscosity will decrease, the glue will become thin, and the result will be poor adhesion of the paperboard. The reason for the drop in the viscosity of the glue is the use of a paste prepared by an ordinary conventional paste system, which makes the viscosity of the paste unable to meet the requirement of viscosity stability during the preparation; in the process of operation, due to the greater pressure and Cut. Viscosity shows a downward trend (see Figure 2).
Another cause of compromise is the design system's defects, human error and inconvenience of operation. The time required to produce each batch of products is too long, which makes it impossible for manufacturers to deploy multi-formulation pastes, resulting in the need to abandon the use of multi-format pastes. (to be continued)
Swivel Chair,Mesh Chair Swivel,High Back Swivel Chair,Leisure Chair Swivel
Taihe Fangyuan Muye Co.,Ltd , https://www.fangyuanfurniture.com