Study on the strength of the bottom of 200 liter steel drum
Text / Liu Yuxiang
ã€Abstract】 In order to ensure the reliability and durability of steel drums, the physical and mechanical properties of steel drums should be considered comprehensively. The GB/T 325 200-liter closed steel drum is formed by the barrel body and the bottom of the barrel and the top of the barrel. Now it is rounded, and the bottom of the barrel, the top of the barrel and the flange of the barrel are mechanically pre-pressed. The flatness and close cooperation greatly increase the strength of the steel drum.
Key words: steel drum; barrel bottom strength; mechanical preload
1 Introduction
Under the guidance of China's reform and opening up policy, the export of various products for domestic sales is increasing. As the production speed of chemical, petroleum, pharmaceutical and other industries is increasing year by year, not only are there more varieties of products, but also the variety of colors are increased. These products are used for steel drums for packaging. The strength requirements are even higher. Here are some suggestions on how to improve the bottom strength of a 200-liter steel drum.
2 Steel drum reliability and durability
The circulation process of products is complex, and the damage factors and forms of damage suffered in this process are also diverse. Therefore, in order to ensure the reliability and durability of the packaging drum, all the damage factors must be thoroughly considered. This puts high requirements on the physical and mechanical properties of the packaging steel drum, and must also have a certain safety factor. It can be seen in daily life that the packaging of some products is already ruined when it reaches the consumer. I can't talk about the role of protecting products at all, let alone make the products beautiful and attract users. Many foreign users use 200-liter steel drums for turnover. After the products are used up, the steel drums are basically as good as new ones. They can be reused or used for other purposes. For example, our factory imports 200-liter steel drums from Germany. After the raw materials are used up, the factory sells the steel barreled chemical products to domestic users. In addition, the 200-liter steel barreled chemical products produced by our factory are exported to the United States. After the US finishes using the materials, the steel barrels are used for painting. Wait for the second shipment of the solvent. Nowadays, standardized specifications are specified for various packaging at home and abroad to adapt to the product's robustness and other aspects.
3 curling form and stress analysis
The GB liter GB/T 325 200 liter closed steel drum is formed by the barrel body and the top of the barrel and the bottom of the barrel. When the filling material (sealing glue) is unchanged, the shape of the hem is different, and the strength of the steel barrel is different. Our factory has two forms of steel barrel curling produced according to GB/T 325. The first form is flat curling, and the second form is round curling, as shown in enlarged view (Fig. 1, Fig. 2).
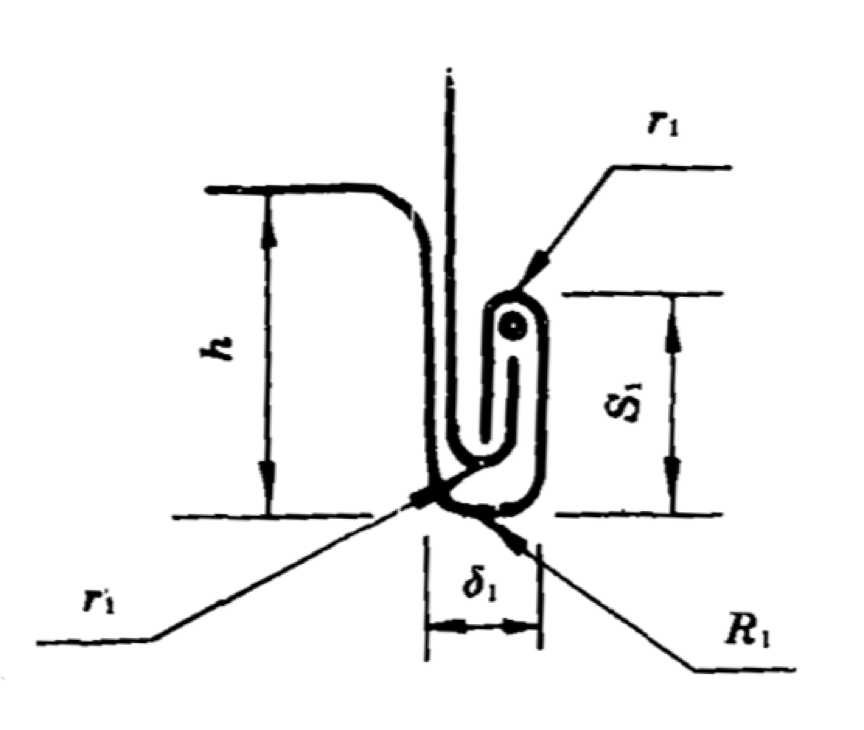
Figure 1 Schematic diagram of flat crimping
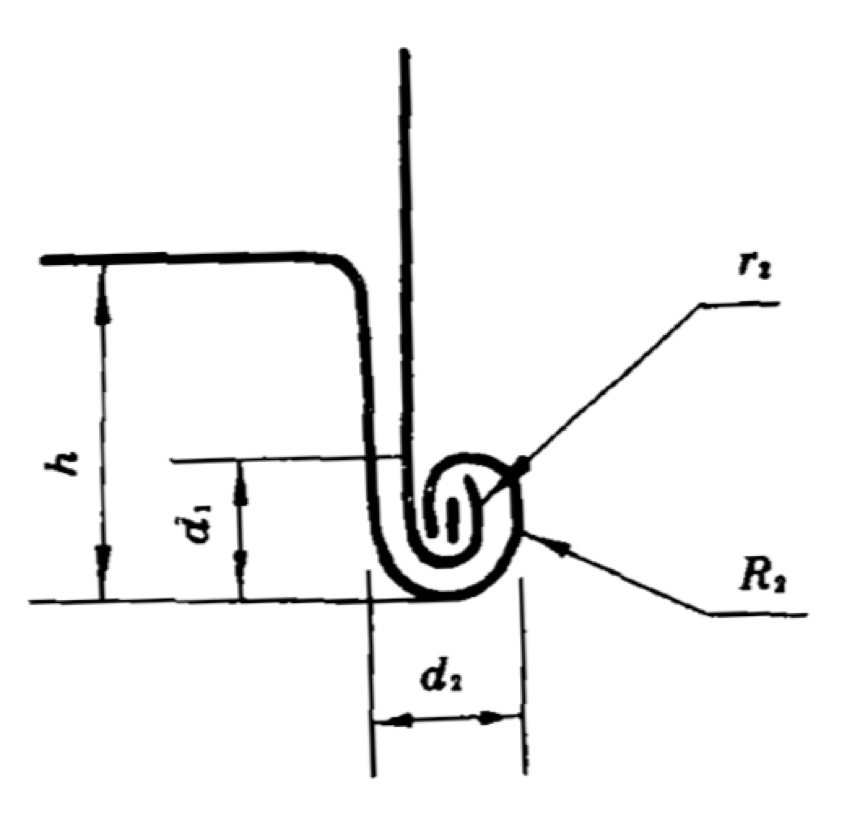
Figure 2 Schematic diagram of the round curl
Table 1 Sampling inspection of flat curl (unit: mm)
Crimping thickness δ1
Crimping height S1
1
6.67
14-15
2
6.50
14-15
3
6.75
14-15
4
6.65
14-15
5
6.40
14-15
6
6.47
14-15
7
6.28
14-15
8
6.06
14-15
9
7.21
14-15
10
7.16
14-15
11
7.22
14-15
12
7.31
14-15
13
6.40
14-15
14
6.57
14-15
15
6.46
14-15
16
6.40
14-15
17
6.55
14-15
18
6.46
14-15
19
6.34
14-15
20
6.20
14-15
The actual form of steel drum curling produced by our factory is similar to the enlarged drawing. The measured data are as follows
(1) Sampling inspection of flat-rolled barrels (see Table 1). The thickness of the steel sheet is known to be δ = 1.25 mm. From the above table, the average thickness of the flat curl can be calculated as δ1=6.603mm. Then, the bending radius of the crimping buckle can be calculated as:
R1=(δ1-δ)/2=(6.603-1.25)/2=2.677(mm)
R1=δ/2+δ=1.25/2+1.25=1.875(mm)
(2) Sampling inspection of round curl (see Table 2).
Table 2 Sampling inspection of round curl (unit: mm)
Serial numberCrimping diameter d2
Crimping diameter d1
1
10.05
9.85
2
9.88
9.96
3
9.75
9.82
4
10.10
9.97
5
10.12
10.00
6
9.95
10.12
7
10.00
9.87
8
9.81
9.99
9
9.85
10.05
10
9.95
10.12
11
9.87
10.05
12
10.05
9.87
13
10.15
9.95
14
10.10
10.10
15
9.96
10.02
16
10.05
10.00
17
9.97
9.97
18
10.12
10.05
19
10.06
9.88
20
9.95
It is known that the thickness of the thin steel plate is δ=1.25mm. From the above table, the average diameter d2=9.9765≈10mm after the round curling can be calculated, then the bending of the crimping buckle can be calculated:
R2=(d2-δ)/2=(10-1.25)/2=4.375(mm)
R2=(d2-3δ)/2=(10-3×1.25)/2=3.125(mm)
(3) When the steel is deformed at room temperature, its microstructure and mechanical properties have also changed significantly.
As the degree of deformation increases, the strength limit and hardness increase, while the elongation and impact toughness decrease. When the steel is deformed at normal temperature, the hardness rises due to the distortion of the crystal lattice and the crystal grains after deformation, resulting in internal stress, which causes the atom to be in a high energy state. Therefore, a larger external force is required to continue the deformation of the metal. At the same time, the frictional force that produces the fragmentation between the grains and the grains hinders the slippage, which increases the difficulty of deformation. After the bending of the steel sheet is increased, the above situation occurs. At this time, the external force is continuously increased, and when the deformation is excessively large, the bending and the elongation of the steel sheet are lost, and cracking and tearing are likely to occur.
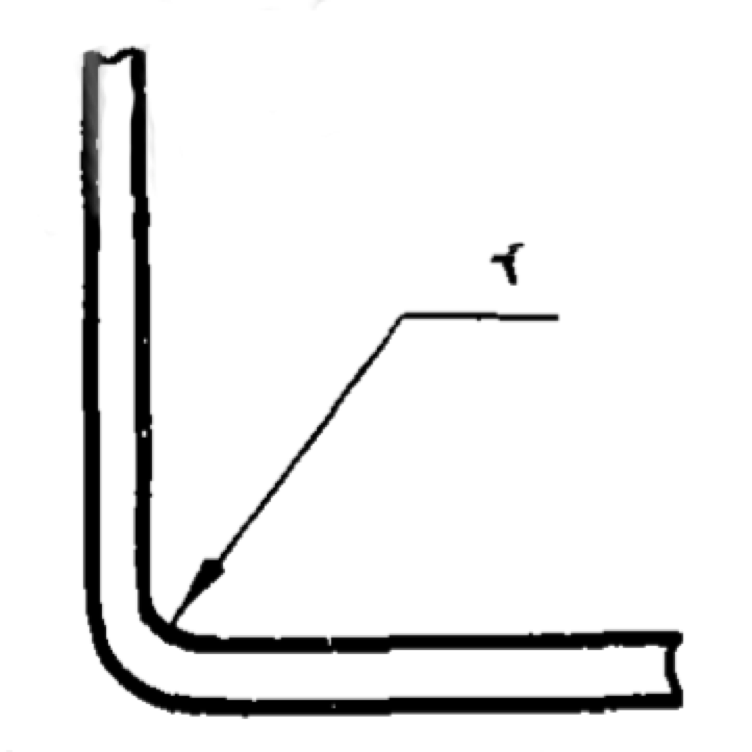
Figure 3 steel plate bending radius r
In order to prevent damage during bending, the minimum radius of the steel plate must be selected when bending, the minimum bending radius:
Rmin=K•δ
K - coefficient, generally takes 0.25 ~ 1;
Δ——steel thickness, mm;
The thickness of the steel plate is δ=1.25mm, which is substituted into the above formula to obtain:
Rmin=K•δ=0.25×1.25=0.312(mm)
Rmin= K•δ=1×1.25=1.25(mm)
In order for the metal steel sheet to not crack, the specified radius must be increased by about one time. and so,
r large = 2 × rmin = 2 × 1.25 = 2.5 (mm)
According to the theoretical analysis and calculation results, it can be seen that the different curling forms of the steel drum make the bending radius of the steel sheet different.
Flat curling: r1 Round curling: r2>r large The round curling edge is not easy to cause cracking of the steel plate at the top of the bucket and the bottom of the bucket, which ensures the firmness of the steel drum. The performance test of the steel drum further confirmed that the round bead is better than the flat bead. (4) The bottom of the steel drum, the top of the bucket and the flange of the barrel are pre-stressed, leveled and closely matched by mechanical transmission mechanism to improve the strength and tightness of the steel drum. Our factory produces 200 liter closed steel drums for packaging chemical products. This product has strict requirements on packaging. It must not only adapt to the contents, but also make its quality indicators not change. Moreover, The strength and sealing of the barrel are required to be high. Steel drums can not avoid impact, fall, etc. during storage and transportation, so it is necessary to improve the strength and tightness of the steel drum. In the GB/T 325 standard, there are only technical requirements for size and sealant when combining the bottom of the steel drum, the top of the bucket and the bead of the barrel. However, the bottom of the barrel, the top of the bucket and the barrel are not specified for the crimping group. The wide and narrow dimensions of the flanged edge, and the technical requirements for the forming of the crimping combination are not specified. Therefore, when our factory produces 200 liter steel drums, before the combination of the bottom of the bucket, the top and the body of the bucket, the size of the bottom of the bucket and the top of the bucket are strictly controlled at 30±1mm, and the size of the flange of the barrel is controlled at 18±1mm. Within the range, and the bottom of the bucket, the top of the bucket and the body of the bucket are combined and clamped on a special mechanical conveyor to make the bottom of the bucket folded, the top of the bucket and the flange of the bucket are pre-stressed and leveled tightly at a certain angle. As shown in Figure 4. In addition, before the steel barrel bead is combined and formed, the protruding small iron tongue exposed to the bead outside the bead is polished and flattened, and then crimped and formed on the crimping machine. The double bead of the steel drum thus produced has no iron tongue, and the appearance is smooth and uniform. The steel barrel performance test proves that this forming method greatly improves the strength and sealing of the steel drum (the sealant does not change). 4 200 litre closed steel drum test situation The packaging steel drums exported by our factory for chemical products meet the requirements of Class II technical requirements of the International Maritime Dangerous Goods Transportation Regulations. Article 4.2.1.2.1 of the “Marine Safety Regulations†stipulates that the drop test, hydraulic test, stacking test and gas test shall be carried out. (1) Drop test a. Number of tests: 3 steel drums b. Drop target: in line with the "maritime risk regulations" 4.2. 1.2.3.3 Provisions c. Drop height: in line with the provisions of the “Marine Safety Regulations†4.2.1.2.3.4 d. Impact point: in accordance with the provisions of the “Marine Safety Regulations†4.2.1.2.3.5 (2) Stacking test According to the "maritime dangerous regulations" test method 4.2.1.2.6.3. The specific method is to pre-install (according to) a steel bucket of water, and place two flat plates on the bucket to maintain balance. Placed on it is equivalent to stacking eight steel drums, the weight of the bottom barrel is 1561kg lead block (each barrel is 882mm high, the barrel weight is 223kg, the stacking height is H=8×0.882=7.065m, the bottom barrel weight G=( 8-1) × 223 = 1561 kg). After pressing for 24 hours, the size was measured and the barrel was free from any deformation. The inspection results are in accordance with the provisions of Article 4.2.1.2.6.4 of the Maritime Safety Regulations. (3) Hydraulic test a. Number of trials: one bucket b. Test method: in accordance with the provisions of Article 4.2.1.2.5.3 of the Maritime Safety Regulations. c. Test standard: in accordance with the provisions of Article 4.2.1.2.5.4 of the Maritime Safety Regulations. (4) Leakage test Dry gas is introduced into the empty steel drum, and when the air pressure rises to 49 kPa, the pressure is stabilized for 5 minutes. a. Test method: in accordance with the provisions of the "maritime dangerous regulations" 4.2.1.2.4.3. b. Test standard: in accordance with the provisions of Article 4.2.1.2.4.5 of the Maritime Safety Regulations. Two tests were completed in accordance with the above procedures, and the test results are as follows: The first test: the test results of the flat-rolled steel drum, see Table 3. Table 3 Flat-rolled steel drum test record table Impact site Steel drum damage deformation Test situation in conclusion Bottom of the barrel and the weld The barrel edge is recessed by 30mm and the bottom is protruded by 15mm. Micro leakage at the impact Does not meet the requirements of the "maritime dangerous regulations" Longitudinal weld The barrel is slightly deformed and dimpled No leakage at the impact Meet the requirements of “maritime dangerous regulations†Barrel top Micro-deformation Micro leakage at the impact Does not meet the requirements of the "maritime dangerous regulations" Stacking test Bucket is not deformed Not leaking Meet the requirements of “maritime dangerous regulations†Hydraulic test The pressure inside the barrel is 78kPa Micro-leak at the big mouth Does not meet the requirements of the "maritime dangerous regulations" Air pressure test Bucket is not deformed Comprehensive inspection Meet the requirements of “maritime dangerous regulations†The second test: the test of the round rolled steel drum, see Table 4. Table 4 Test report of round rolled steel drum Impact site Steel drum damage deformation Test situation in conclusion Bottom of the bucket and the seam The barrel edge is recessed by 25mm and the bottom is convex 15mm. Normal test, no leakage Meet the requirements of “maritime dangerous regulations†Longitudinal weld Slightly deformed barrel Normal test, no leakage Meet the requirements of “maritime dangerous regulations†Barrel top Micro-deformation Normal test, no leakage Meet the requirements of “maritime dangerous regulations†Stacking test Bucket is not deformed Normal test Meet the requirements of “maritime dangerous regulations†Hydraulic test Bucket top protrusion, deformation Test pressure 103kPa, no leakage Meet the requirements of “maritime dangerous regulations†Air pressure test Bucket is not deformed Not leaking Meet the requirements of “maritime dangerous regulations†The above various tests have proved that the 200-liter steel drum adopts a round curling edge, and a series of technical measures such as mechanical pre-compression, leveling and selection of a reasonable sealant are greatly improved when the bottom of the bucket, the top of the bucket and the barrel are combined. The strength and sealing of the barrel bottom of the steel barrel ensure the accidental loss of chemical, petroleum, pharmaceutical and other products in the circulation process, reduce the claims and other phenomena, and virtually increase the economic benefits of each unit.
Office chair in the material can be didided into PU,fabric,mesh and plastic and so on.
On the one hand,the type of use can be divided into boss chair,work chair,employee chair,director chair,receiving chairs and so on.In terms of the places of use,the chair are mainly office chairvoluntary office chairs, conference room chairs, classroom chairs, etc.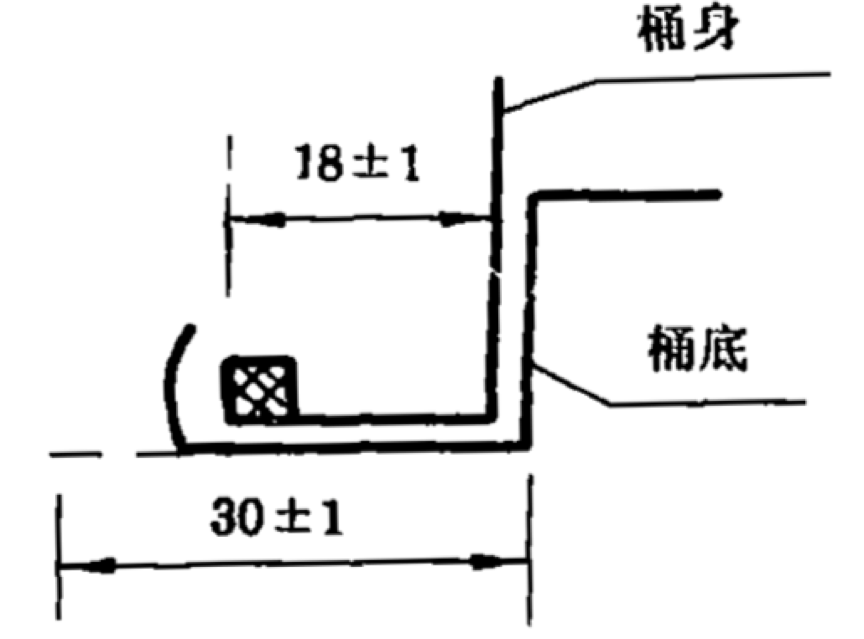
Figure 4 Steel drum combined forming flange size control 
Office chair must be practical priority, comfortable use, more and more designers and manufacturers design office furniture more toward practical assured development, but furniture can ensure its beautiful, novel style under the premise, furniture function, comfort is still in the first place
The characteristics of office chair are simple, generous, easy to use, wear-resistant material, easy to disassemble, so as to adapt to the change of the office environment and display.
Office Chair,Desk Chair,Computer Chair,Home Office Chair
ANJI ZHILI FURNITURE CO.,LTD. , https://www.zlfurnitures.com